Продукты

Система вихретокового контроля в режиме реального времени для прямой сварной трубы из нержавеющей стали ECN1002 / EFN1002
Пять преимуществ продуктов
- Этот метод сварки в основном используется для продольных сварных труб из нержавеющей стали и титанового сплава. Общая скорость сварки низкая (0,52-10 м / мин).
- Сверхнизкоскоростной вихретоковый дефектоскоп действительно решает проблему низкоскоростного оперативного обнаружения аргонодуговой сварки / плазменной сварки.
- Чувствительность обнаружения и отношение производительности к шуму превышают соответствующие национальные стандарты.
- Для обнаружения труб квадратной и специальной формы в основном используется седлообразный тип.
- Автоматически формировать отчет об обнаружении дефектов
информация о продукте
Система вихретокового контроля в режиме реального времени для прямой сварной трубы из нержавеющей стали ECN1002 / EFN1002
Обзор проекта
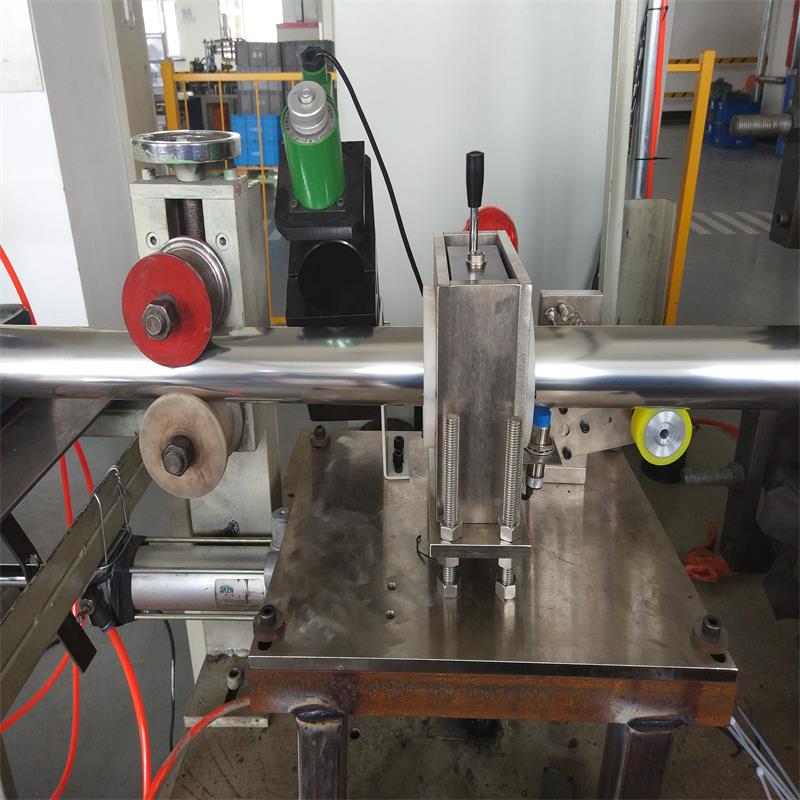
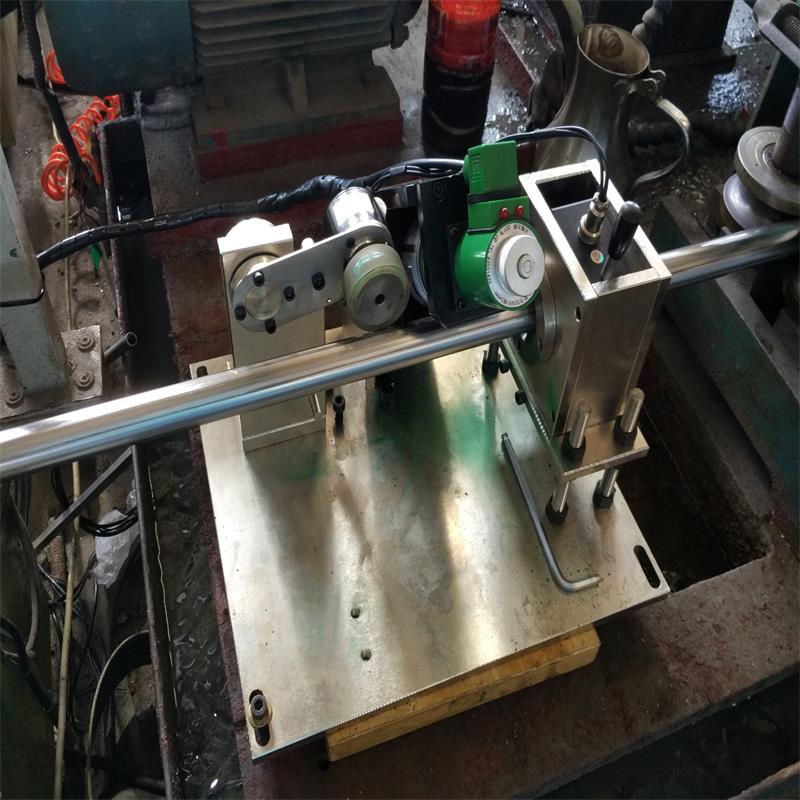
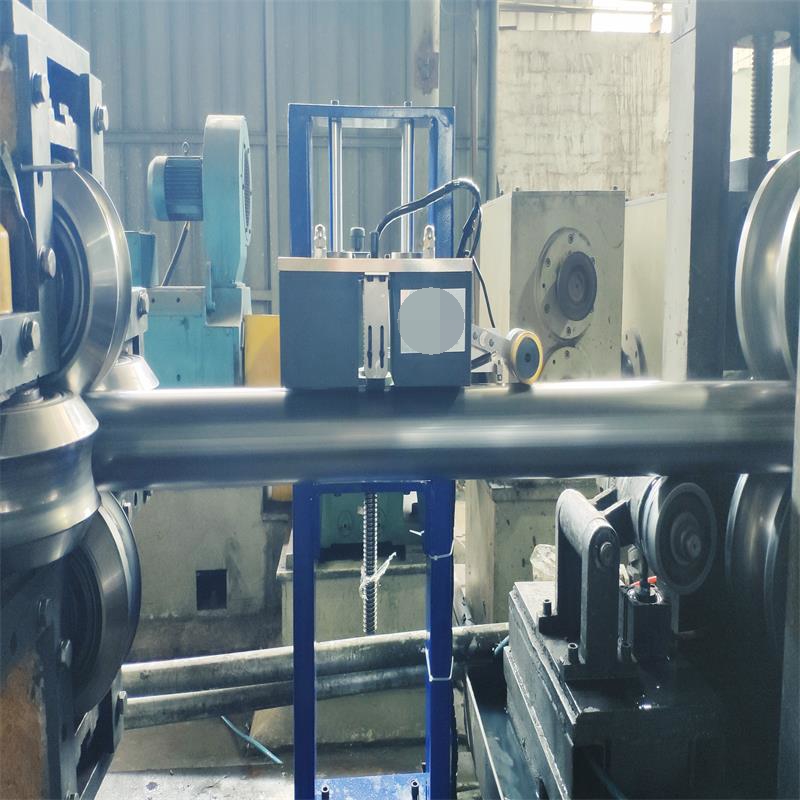
◆ Заказчики производят сварные трубы из нержавеющей стали с прямым швом. На сварном трубном станке установлена автоматическая вихретоковая автоматическая система дефектоскопии.
◆ Характеристики аргонодуговой сварки / плазменной сварки: этот метод сварки в основном используется для продольных сварных труб из нержавеющей стали и титанового сплава. Общая скорость сварки низкая (0,52-10 м / мин).
◆ Оптимальная скорость обнаружения обычного вихретокового онлайн-дефектоскопа > 5 м / мин. Сверхнизкоскоростной вихретоковый дефектоскоп действительно решает проблему низкоскоростного оперативного обнаружения аргонодуговой сварки / плазменной сварки. Самая низкая скорость обнаружения составляет 0,5 м / мин. Чувствительность обнаружения и отношение производительности к шуму превышают соответствующие национальные стандарты.
◆ Опция сквозного обнаружения / типа седла: рекомендуется использовать сквозное обнаружение в спецификации φ0-40. Преимущество состоит в том, что шов и тело трубы могут быть обнаружены. Недостатком является то, что каждая спецификация должна быть оснащена зондом и направляющей втулкой. > φ40 предложил седловой зонд, зонд может охватывать широкий диапазон спецификаций, определенный диапазон спецификаций не нужно заменять зонд. Могут быть обнаружены только дефекты положения сварки.
◆ Для обнаружения труб квадратной и специальной формы в основном используется седлообразный тип.
Обнаружение информации о заготовке
Название объектов обнаружения
Прямая сварная труба из нержавеющей стали, круглая труба
материал Нержавеющая сталь (2, 3 серии и др.)
Спецификация размеров 0-40
Ширина сварного шва ≈0-5 мм, допустимо отклонение угла сварки 5 мм
длина Онлайновая дефектоскопия длины, режущая труба летающей пилы или катушка после дефектоскопии
Степень изгиба 1,5 мм / м (от станции обнаружения)
Круговая степень Круглая труба ≦ 0,1 мм
неровность Стенка и сварная труба (с заусенцами) ≦ 3.2
твердость Сильнее
Скорость онлайн Скорость сварки: 0,50 ≦ 750 м / мин (Скорость обнаружения прибора: 0,52-750 м / мин)
Температура детали обнаружения 80-100 ° С или нормальная температура
Требование обнаружения и Точность Стандарт
Исполнительный стандарт обнаружения
Номер Стандарт Наименование стандарта класс
GB / T 14480-2015 Инструмент неразрушающего контроля Эдди С омер текущего T esting Е отки /
гигабайт / Т 7735-2016 Автоматическое вихретоковое испытание бесшовных и сварных стальных труб Высший сорт
(кроме дуговой сварки под флюсом) дефекты
Технический параметр системы
Наименование системы: Система вихретокового контроля в режиме реального времени для прямошовных труб из нержавеющей стали
Тип: ECN / EFN1002
Метод обнаружения: двухканальное вихретоковое обнаружение в режиме on-line
Режим управления: автоматический + ручной
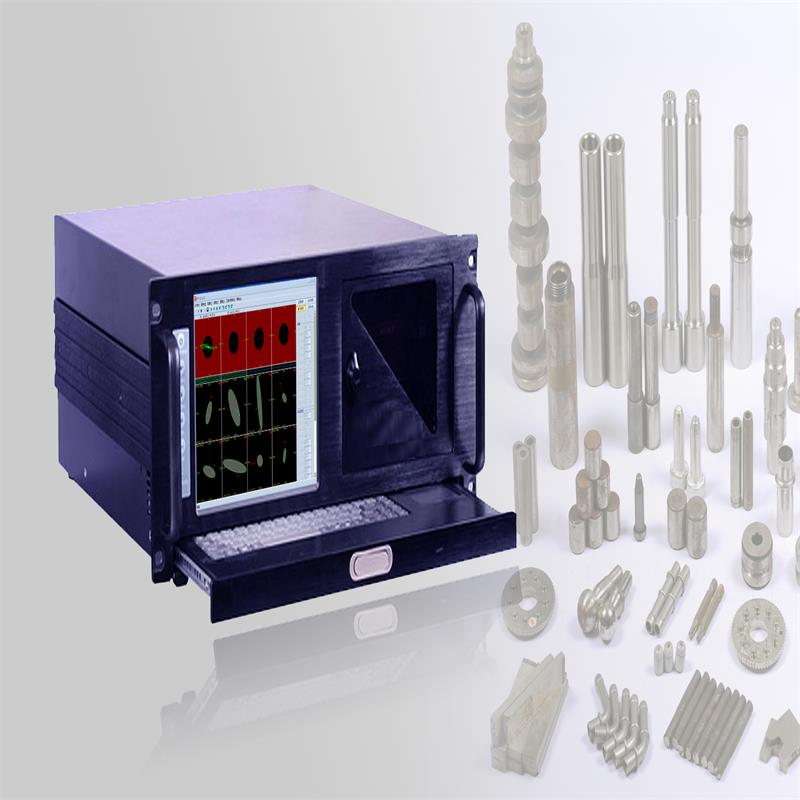
Прибор и датчик: вихретоковый инструмент; Двухканальный цифровой высокоинтеллектуальный вихретоковый дефектоскоп и зонд
Платформа обнаружения: Платформа обнаружения ядра разработана независимо
Краткое введение в операцию обнаружения:
Отрегулируйте технические параметры и стандартные образцы дефектоскопа в соответствии с требованиями испытаний;
Отрегулируйте положение зонда и зонда в соответствии со спецификацией детали;
Система дефектоскопии обнаруживает заготовку, сигналы тревоги и метки;
Отрегулируйте сварочное оборудование (пресс-форма, сварное соединение) в соответствии с сигнализацией
Запись, хранение и анализ данных осуществляются хостом дефектоскопа;
Автоматически формировать отчет об обнаружении дефектов.
Важные параметры системы
название Технический параметр замечания
Конец слепой зоны ≦ 50 В зависимости от скорости теста
стабильность После 16 часов ≦ 2 дБ Проба
Точность струйной печати ± 50 мм Проба
Пропускное суждение 0% Проба
Неверный показатель ≦ 2% Проба
Тест скорости 0,50 ≦ 750м / мин В зависимости от клиента скорость сварки,
Аргонодуговая сварка будет скорректирована согласно самая высокая скорость может достигать 750 м / мин
на скорость сварки клиента. (этот проект аргон из нержавеющей стали
дуга сварка, скорость помедленнее)
Принцип сквозного вихретокового контроля
Обнаружение вихревых токов заключается в установлении переменного магнитного поля путем подвода проводника к катушке с переменным током (называемым зондом). Переменное магнитное поле проходит через проводник и создает вместе с ним электромагнитную индукцию, а также создает вихревой ток в проводнике. Вихревой ток в проводнике также создает собственное магнитное поле.
WEHANS AUTOMATION TECHNOLOGY. CO., LTD
Контактное лицо: Cynthia
телефон: +86 15062667823
стационарный: +86 18121053868

Адрес компании: Building 1, No. 268, Dengyun Road, Yushan Town, Kunshan City, JIangsu Province, China.
Веб-сайт: wehans.rub2b.com
предыдущий: Интеллектуальный ...
следующий: Система вихретоко...
запрос :

-

Многоканальный интеллектуальный цифровой вихретоковый детектор EIG3000
-

Многочастотный и многоканальный интеллектуальный цифровой вихретоковый детектор EK3000
-

Многоканальный интеллектуальный цифровой вихретоковый детектор EIG2000
-
Интеллектуальный цифровой вихретоковый прибор для сортировки материалов ERS6000
-
Система вихретокового контроля в режиме реального времени для прямой сварной трубы из нержавеющей стали ECN1002 / EFN1002
-
Система вихретокового контроля в режиме реального времени для прямой сварной трубы EFH1002
-

Система вихретокового контроля для проволоки из пружинной стали ECH7002
-

Металлографический микроскоп PCB (JX22 / JX23-RT)